

Remote Monitoring of Edge Devices
Apa yang dimaksud dengan Pemantauan Jarak Jauh?
Mengumpulkan dan menganalisis data dari sensor dan perangkat lapangan lainnya, pemantauan jarak jauh memberikan wawasan dan visibilitas ke dalam kinerja mesin, proses, dan karyawan mereka. Bahkan data sensor dapat diakses secara real time dari lokasi mana pun, serta dicatat untuk analisis jangka panjang. Teruslah membaca untuk mengetahui bagaimana teknologi pemantauan jarak jauh merevolusi otomasi industri, menawarkan pabrik pintar visibilitas yang lebih besar ke dalam operasi mereka, dan memungkinkan pengambilan keputusan yang lebih baik berdasarkan data.Perluas Jangkauan Pemantauan Jarak Jauh dengan Jaringan Sensor Nirkabel

Jaringan sensor nirkabel menyediakan kemampuan pemantauan jarak jauh dan memungkinkan produsen meningkatkan efisiensi dan produktivitas proses secara keseluruhan.
Dengan menghilangkan keterbatasan kabel pada sistem konvensional, sistem jaringan nirkabel meningkatkan pencatatan data, pemantauan dan kontrol proses, sekaligus mempertahankan tingkat keamanan dan integritas yang tinggi. Jaringan sensor nirkabel sangat menguntungkan di mana solusi kabel tidak praktis, tidak efektif, atau mahal.
Meskipun secara historis sistem nirkabel sulit dipasang dan rumit untuk dipelihara dari waktu ke waktu, teknologi nirkabel telah berkembang secara signifikan selama bertahun-tahun. Saat ini banyak solusi pemantauan jarak jauh yang tersedia yang menawarkan komunikasi nirkabel yang andal yang terintegrasi ke dalam satu unit yang murah. Perangkat I/O nirkabel baru ini mudah dipasang, dan kemudian dicopot dan dipindahkan ke lokasi baru seiring dengan perubahan kebutuhan pemantauan.
Aplikasi Utama Pemantauan Jarak Jauh

Pemeliharaan Prediktif MEMPREDIKSI KEGAGALAN DAN MENCEGAH WAKTU HENTI YANG TIDAK DIRENCANAKAN
Pemantauan kondisi dari jarak jauh seperti perubahan suhu dan getaran memungkinkan pemeliharaan prediktif untuk alat berat. Manfaat pemeliharaan prediktif meliputi:- Menghindari kegagalan alat berat dengan membuat keputusan pemeliharaan berdasarkan data historis dan waktu nyata dari alat berat itu sendiri.
- Memungkinkan intervensi cepat untuk menghindari waktu henti dengan memantau kondisi yang sensitif terhadap waktu seperti perubahan getaran, suhu, kelembapan, atau level tangki.
- Memulai peringatan waktu nyata kepada operator sehingga situasi kritis dapat diselesaikan dengan cepat untuk menghindari waktu henti yang lama, bahan yang dibuang, atau penarikan produk.

Efektivitas Peralatan Keseluruhan (OEE) MELACAK DAN MENGURANGI PENYEBAB PEMBOROSAN
Pemantauan jarak jauh memberikan berbagai manfaat bagi fasilitas yang ingin meningkatkan efisiensi keseluruhan operasi mereka. Sebagai contoh: Teknologi pemantauan jarak jauh menyediakan data untuk perhitungan OEE. Fasilitas dapat mengurangi pemborosan dan meminimalkan dampaknya berkat visibilitas kapan dan di mana inefisiensi terjadi. Akses ke data yang dicatat dari sensor dan lampu indikator pada alat berat memungkinkan pengguna untuk melacak tren kinerja dari waktu ke waktu dan mengidentifikasi langkah-langkah untuk perbaikan. 
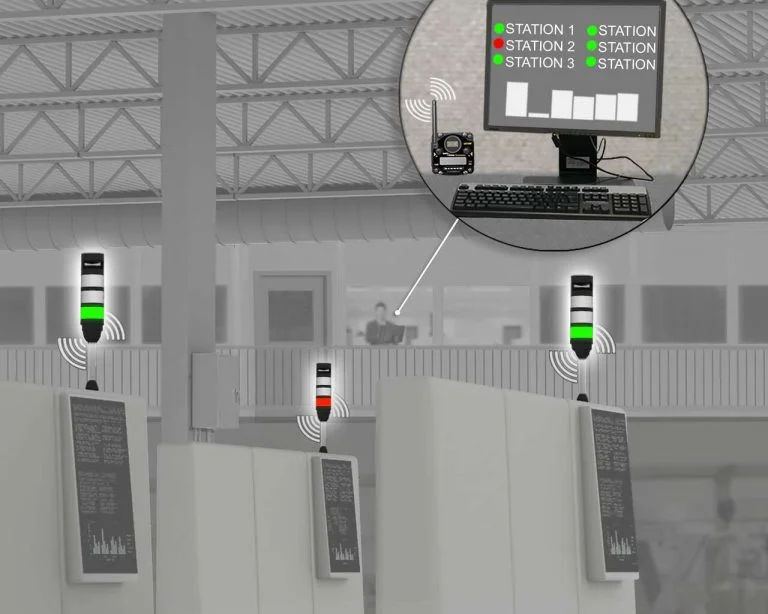
Komunikasi Pabrik dan Optimalisasi Proses MENYEDERHANAKAN PANGGILAN UNTUK SUKU CADANG, PENJEMPUTAN, DAN LAINNYA
Teknologi pemantauan jarak jauh juga mampu meningkatkan efisiensi perakitan manual dan jalur produksi. Beberapa manfaat dari sistem pemberitahuan pabrik nirkabel antara lain: Memungkinkan manajer memantau beberapa lini dari jarak jauh dan bekerja lebih efisien dengan mengurangi jumlah waktu yang dihabiskan untuk mengecek lini yang tidak perlu. Hal ini memungkinkan manajer untuk merespons masalah dengan cepat saat masalah muncul dan memusatkan perhatian mereka di tempat yang paling dibutuhkan. Meningkatkan efisiensi saat mengelola dan merespons panggilan untuk suku cadang, servis, atau penjemputan. Mengurangi kebutuhan pekerja untuk meninggalkan stasiun kerja mereka dan mencari manajer ketika mereka membutuhkan bantuan.Produk Unggulan

Seri DXM PENGONTROL NIRKABEL UNTUK APLIKASI IIOT
Pengontrol nirkabel industri DXM Series dirancang untuk memfasilitasi konektivitas Ethernet dan aplikasi Industrial Internet of Things (IIoT).- Radio ISM tersedia dalam frekuensi 900 MHz dan 2,4 GHz untuk jaringan nirkabel lokal
- Mengonversi Modbus RTU ke Modbus TCP / IP atau Ethernet I / P
- Pengontrol logika dapat diprogram menggunakan aturan tindakan dan metode bahasa teks
- Kartu Micro SD untuk pencatatan data
- Email dan peringatan teks
- Modem seluler untuk konektivitas seluler

Layanan Data Cloud PERANGKAT LUNAK UNTUK APLIKASI IIOT
Perangkat lunak Cloud Data Services adalah platform berbasis web yang memungkinkan pengguna untuk mengakses, menyimpan, melindungi, dan mengekspor data penting yang dikumpulkan oleh sensor berkabel dan nirkabel Banner. Perangkat lunak ini melengkapi portofolio produk nirkabel kami dan memberikan solusi IIoT end-to-end yang lengkap kepada pelanggan untuk menyelesaikan masalah yang paling mendesak di pasar industri. Dengan alat analisis dan visualisasi, perangkat lunak ini memberikan wawasan yang dapat ditindaklanjuti yang memungkinkan Anda untuk memecahkan tantangan nyata di lantai pabrik. Menyimpan data dan menganalisis tren dari waktu ke waktu Akses data dari jarak jauh kapan pun dan di mana pun menggunakan perangkat yang terhubung ke internet. Dapatkan notifikasi waktu nyata melalui email atau pesan SMS. 